
Spray Booth for Engines

The engine is the heart of a motor bike or car. It is an extremely complex machinery built to convert fuel energy heat into the mechanical force that moves the wheels on road. The chain of reactions which achieve that objective is set in motion by a spark , which ignites a mixture of petrol vapor and compressed air inside a momentarily sealed cylinder and causes it to burn rapidly. That is why the machine is called an internal combustion engine . As the mixture burns it expands, providing power to drive the car.
Spray booth for engines — Autocoat Engineering has a vast experience in the field of pretreatment for engine painting . Most important is the process flow while developing any painting line for the engines or any casting products. Once the process & methodology is set, the quality & improvement can easily be achieved. Spray Painting process in a engine paint booth - Paints have excellent resistance to various chemicals. To begin with any painting process , the specifications should cover surface preparation and application of protective coating on engines. Unpainted surfaces The following surfaces will not require protective coating. To determine unpainted areas eg Plated components , Brass Machined Surfaces , Chromium Plated Metals, Porcelain Enamel Finishes, Copper Rubber Galvanized, Steel Stainless Steel , Glass. Stage 1 - Pre-treatment of engine casting before sending to paint booth for engine painting. Surface cleaning of the casting as soon as casting are checked and ok for further process. The pre-treatment of engine casting can be achieved by minimum of seven tank process or 10 tank process. Note for aluminium casting , Chromate conversion coating is a type of conversion coating that can be applied to passivate aluminum and zinc die casting components. For regular ci casting zinc phosphate is a good solution. For more information Contact Us. Once a phosphate coat is applied , engine cast is transferred to engine paint booth . Similar pretreatment process can be achieved by a different technique is by Shot Blasting Method or combination of both shot blast & pretreatment for higher surface cleaning and superior adhesion.
Stage 1 - Pre-treatment of engine casting before sending to paint booth for engine painting. Surface cleaning of the casting as soon as casting are checked and ok for further process. The pre-treatment of engine casting can be achieved by minimum of seven tank process or 10 tank process. Note for aluminium casting , Chromate conversion coating is a type of conversion coating that can be applied to passivate aluminum and zinc die casting components. For regular ci casting zinc phosphate is a good solution. For more information Contact Us. Once a phosphate coat is applied , engine cast is transferred to engine paint booth . Similar pretreatment process can be achieved by a different technique is by Shot Blasting Method or combination of both shot blast & pretreatment for higher surface cleaning and superior adhesion.
 Stage 2 — Engine painting application of first coat— It is very necessary to understand
that the purpose of paint application on engine or engine components .
Temperature & outside finish of the engine . The paint applied over the engines have to
withstand the temperature on the external surface of the engine casting while it is
running & aesthetically look better.
Note : Lower temperature engines can be painted with heat resistant coloured paints ,
but higher temperature engines are usually painted with high temperature heat resistant
paints which are usually in silver shade.
Usually engine castings are placed over a jig so that, multiple casting can be painted in the engine paint booth.
With jigs at use and right spray booth desired paint film in microns is achieved. Due to paint booth undesired over sprays are removed from the painting area , thereby making a smooth finish over the cast.
Stage 2 — Engine painting application of first coat— It is very necessary to understand
that the purpose of paint application on engine or engine components .
Temperature & outside finish of the engine . The paint applied over the engines have to
withstand the temperature on the external surface of the engine casting while it is
running & aesthetically look better.
Note : Lower temperature engines can be painted with heat resistant coloured paints ,
but higher temperature engines are usually painted with high temperature heat resistant
paints which are usually in silver shade.
Usually engine castings are placed over a jig so that, multiple casting can be painted in the engine paint booth.
With jigs at use and right spray booth desired paint film in microns is achieved. Due to paint booth undesired over sprays are removed from the painting area , thereby making a smooth finish over the cast. 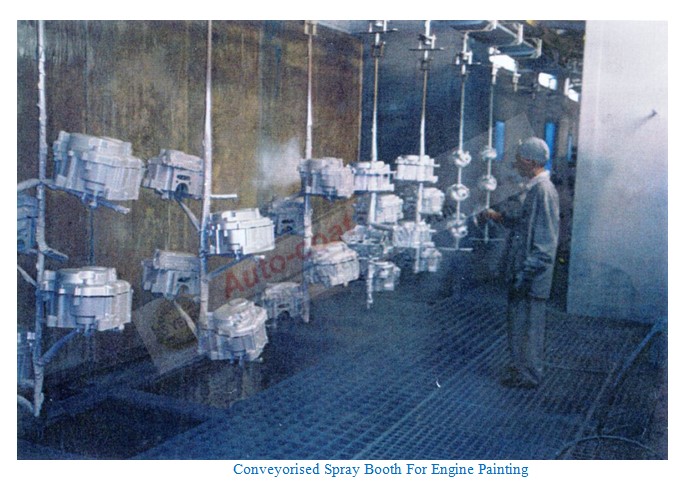
Stage 3—Application of second coat or additional coat building or touchup . During the assembly of the engines passes through many component assembly areas, testing zones etc . During this lot of oil & grease marks get over the painted cast. Removal of these marks with cleaners is not possible, other methods need to be implemented to remove oil& grease stains. Final paint coat is applied in the engine spray booth. Stage 4 — Application of final finish colour for single painting coat — Different engines that produce lower heat levels are painted directly after assembly & testing. These type of engines are normally used in dg sets , famer engines , pumpsets , etc. After the above stage the assembled engines are either dried on conveyor for engine painting or by other batch process. The engines are finally painted by two methods for smaller size on Conveyorised engine painting method & for Large frame size , Paint booth for engines with material handling equipment.
 Autocoat has supplied many engine paint booths & conveyorised engine painting lines, which are running almost in 3 shift basis trouble free. We have designed, developed & manufactured Conveyor engine painting lines with slat conveyor for multisize , multi weight in same equipment. Conveyorised engine painting is very fast & economical.
Autocoat has supplied many engine paint booths & conveyorised engine painting lines, which are running almost in 3 shift basis trouble free. We have designed, developed & manufactured Conveyor engine painting lines with slat conveyor for multisize , multi weight in same equipment. Conveyorised engine painting is very fast & economical.
 Slat conveyor based engine paint booths method enhances the capability of the painter to lift & lower the heavy engine & also to rotate . Our engine spray booths are very efficient & match the pollution board norms.
Training sessions are been conducted to educate the painters & subordinates to get maximum productivity & effective maintenance.
Our major clients from engine industry are Eitcher group , Field Marshal & many more.
Slat conveyor based engine paint booths method enhances the capability of the painter to lift & lower the heavy engine & also to rotate . Our engine spray booths are very efficient & match the pollution board norms.
Training sessions are been conducted to educate the painters & subordinates to get maximum productivity & effective maintenance.
Our major clients from engine industry are Eitcher group , Field Marshal & many more.